 English
English русский
русский 中文简体
中文简体 Español
Español Deutsch
Deutsch عربى
عربىКонтент
- 1 Какие основные процессы происходят в Линия по производству LAN-кабелей ?
- 2 Как ключевые технические параметры линии по производству LAN-кабелей влияют на общую производственную мощность?
- 3 Какое испытательное оборудование необходимо для обеспечения работоспособности кабеля на линии по производству кабелей локальной сети?
- 4 Какова типичная схема линии по производству кабелей локальной сети и как реализуется работа сборочной линии?

Концепция и классификация LANCable (кабеля локальной сети)
1. Функциональное позиционирование
LANCable — это специальный кабель, используемый для передачи данных в локальной сети (LAN), обеспечивающий высокоскоростную и надежную связь Ethernet на относительно короткие расстояния.
2. Технические стандарты
Общие стандарты LANCable включают CAT5e, CAT6, CAT6A, CAT7 и CAT8, что соответствует скорости передачи 100 Мбит/с, 1 Гбит/с, 10 Гбит/с, 40 Гбит/с и даже 100 Гбит/с соответственно.
3. Структурная композиция
Типичная конструкция состоит из 4 или 8 пар скрученных медных проводников, покрытых изоляционными слоями, такими как HDPE, PVC и LSZH (безгалогенный с низким дымовыделением), и может быть дополнительно усилена экранирующими слоями (FTP, STP) для повышения помехоустойчивости.
4. Сценарии применения
Высококачественный LANCable незаменим в приложениях с высокими требованиями к пропускной способности и задержке, таких как центры обработки данных, корпоративные парки, интеллектуальные производственные цеха и частные сети 5G LAN.
Какие основные процессы происходят в Линия по производству LAN-кабелей ?
| Процесс | Ключевая операция | Типовое оборудование | Примечания |
| Рисование и отжиг проводника | Из медных стержней сформируйте тонкие проволоки диаметром 0,2–0,5 мм, затем отожгите их для снятия внутреннего напряжения. | Волочильный станок, печь для отжига | Обеспечивает гибкость и проводимость проводника. |
| Скрутка и экранирование | Скрутите несколько тонких проводов вместе и добавьте алюминиевую фольгу или медную оплетку. | Крутильная машина, экранирующая машина | Влияет на целостность сигнала и устойчивость к электромагнитным помехам |
| Экструзия изоляции | Термоэкструзия ПВХ, полиэтилена или малодымного безгалогенного материала для формирования изоляционного слоя. | Экструдер, охлаждающий бак | Толщина и однородность изоляции определяют номинальное напряжение |
| Прокладка кабелей/сотрудничество ‑ экструзия | Объедините многожильные проводники с изоляцией посредством второго этапа экструзии или плетения, чтобы создать полную структуру кабеля. | Плетельная машина, соэкструдер | Распространенные процессы «полусуспензионного» или «трехслойного соэкструзии» |
| Экструзия и формование оболочек | Выдавливайте внешнюю оболочку из ПВХ, ФЭП и т. д., затем контролируйте натяжение и диаметр. | Экструдер оболочки, устройство контроля натяжения | Материал куртки определяет механическую прочность и устойчивость к атмосферным воздействиям. |
| Исправлено ‑ Резка по длине, намотка и маркировка | Отрежьте кабели до стандартной длины (1 м, 5 м, 10 м), смотайте, наклейте этикетки и упакуйте. | Автомат для резки, намоточный станок, струйный кодировщик | Упрощает логистику и быстрое развертывание на месте. |
Основные процессы производственной линии LANCable:
1. Рисование и скрутка проводника
Рисование (окупаемость): волочение медных стержней в тонкую проволоку диаметром 0,5–3 мм, обеспечивающее соответствие сопротивления и механической прочности проводника стандартам.
Скрутка: скручивание нескольких тонких проволок с заданной скоростью скручивания для формирования одной или нескольких жил жил, что повышает гибкость и прочность на разрыв.
2. Экструзия изоляции (экструдер 50 35)
Используя сырье HDPE/PE/PVC, экструзия изоляционного слоя и инжекция цвета выполняются в главном экструдере диаметром 50 мм и вспомогательном экструдере диаметром 35 мм для формирования однородной изоляционной оболочки.
3. Парное скручивание и обратное скручивание.
Машина 500 Pair-Twist скручивает два предварительно скрученных проводника вместе, образуя витую пару; впоследствии машина Back-Twist 500 выполняет обратную скрутку каждой пары, чтобы обеспечить компактную структуру и высокую целостность сигнала.
4. Тандем-экструдер
Несколько пар скрученных проводов подаются в тандемный экструдер, где экструдируется внешняя оболочка, и вся сборка наматывается в одном экструдере, обеспечивая эффективное одностадийное производство.
5. Обшивка
Добавление металлической оболочки (брони), экранирующего слоя (алюминиевой фольги/плетеной сетки) или безгалогенной огнестойкой внешней оболочки по мере необходимости для улучшения электромагнитной совместимости и безопасности.
6. Резка и упаковка фиксированной длины.
Непрерывно производимые кабели нарезаются на фиксированные длины (например, 1 м, 5 м) с помощью высокоскоростного отрезного станка, а затем автоматически упаковываются (картонные коробки, полиэтиленовые пакеты) и маркируются для завершения подготовки к отправке.
Как ключевые технические параметры линии по производству LAN-кабелей влияют на общую производственную мощность?
Ключевые технические параметры и их влияние на общую мощность
1. Скорость линии
Скорость линии — это основной показатель, определяющий производительность в единицу времени. Современные линии по производству LAN-кабелей увеличили расчетную скорость с традиционных 600-800 м/мин до 1200 м/мин или даже 2500 м/мин. При той же конфигурации оборудования увеличение скорости линии на каждые 100 м/мин может увеличить годовую производительность примерно на 8–10 %. Однако чрезмерно высокие скорости линий предъявляют более высокие требования к стабильности процессов экструзии и скручивания, требуя более точных систем контроля натяжения и регулирования температуры; в противном случае могут возникнуть проблемы с качеством, такие как отклонение диаметра провода и неравномерность слоев изоляции.
2. Мощность оборудования и энергопотребление.
Суммарная мощность всей производственной линии составляет около 60 кВт. Распределение мощности напрямую влияет на эффективность обработки и затраты энергии на каждый процесс. Экструдер достаточной мощности может поддерживать однородность расплава на высоких скоростях линии, сокращая отходы материала, вызванные колебаниями температуры; в то время как недостаточная мощность приведет к увеличению вязкости расплава, плохой экструзии и, следовательно, к ограничению увеличения производительности.
3. Уровень автоматизации ключевых процессов. Достижение полного автоматизированного контроля процесса от волочения проводников, экструзии изоляции, скрутки, экструзии оболочки до упаковки фиксированной длины является ключом к увеличению производственных мощностей. Более высокий уровень автоматизации сокращает время ручного вмешательства, позволяя коэффициенту использования оборудования превышать 90%. В то же время автоматизация позволяет контролировать качество в режиме реального времени, сокращая объем доработок и еще больше повышая эффективную производственную мощность.
4. Производственная мощность и годовой объем производства. Если взять в качестве примера номинальную мощность компании Zhangjiagang Dachen Machinery Manufacturing Co., Ltd., то годовой объем производства 100 000 коробок (приблизительно 1,2 км/коробку) можно выполнить примерно за 2500 часов работы в год при скорости линии 1200 м/мин. Балансируя линию и добавляя рабочие станции, увеличивая производительность одной установки до 1350 м/ч, можно достичь годовой производительности в 3000 км/ч. Таким образом, комплексная оптимизация технических параметров (скорость линии, мощность, автоматизация и конфигурация рабочих станций) определяет верхний предел общей производственной мощности.
Какое испытательное оборудование необходимо для обеспечения работоспособности кабеля на линии по производству кабелей локальной сети?
| Тестовый предмет | Типичный инструмент | Основные функции |
| Выдерживаемое напряжение и сопротивление изоляции | Тестер стойкости к высокому напряжению, измеритель сопротивления изоляции | Проверяет пробой кабеля при 2‑3× номинальном напряжении; соответствует стандартам IEC60502 |
| Измерение проводника/наружного диаметра | Лазерный микрометр онлайн, оптический микроскоп | Мониторинг размеров проводника и оболочки в режиме реального времени; предотвращает недопустимую потерю сигнала |
| Непрерывность экрана/заземление | Тестер целостности экрана, измеритель сопротивления заземления | Проверяет целостность экрана и соответствие сопротивления заземления спецификациям Cat6A‑Cat8. |
| Целостность сигнала (вносимая потеря, обратная потеря) | Анализатор цепей, рефлектометр во временной области (TDR) | Оценивает вносимые и обратные потери при высокоскоростной передаче (≥10 Гбит/с). |
| Автоматизированная линейная испытательная система | Интегрированная испытательная платформа (сочетающая выдерживаемые, размерные и оптические испытания) | Позволяет проводить тестирование по мере производства; достигает выхода ≥99,8% при первом проходе |
| Проверка внешнего вида и маркировки | Система машинного зрения, устройство проверки кодировщика | Автоматически обнаруживает упаковочные этикетки, цвета и дефекты поверхности, сокращая количество человеческих ошибок. |
Основное испытательное оборудование и обеспечение работоспособности кабелей
1. Тестер сопротивления изоляции.
Сопротивление изоляции является основным показателем безопасности кабеля. Обычно используемые приборы, такие как HC2672 и Keithley 6517B, позволяют быстро измерить сопротивление изоляции между каждым проводником, экранирующим слоем и землей под высоким напряжением в диапазоне измерений от нескольких МОм до тысяч МОм. На производственной линии тестеры сопротивления изоляции обычно используются в сочетании с устройствами автоматической загрузки и разгрузки для обеспечения онлайн-мониторинга в режиме реального времени, гарантируя, что каждая партия продукции соответствует национальным стандартам, таким как GB50150-2016.
2. Тестер целостности кабеля и короткого замыкания
Тестеры сетевых кабелей 4-в-1 или 5-в-1 (такие как Lucktek LK-468s и Amprobe LAN-1) могут выполнять испытания на целостность, обрыв цепи, короткое замыкание, витую пару и экранирующий слой за одну операцию. Эти приборы оснащены светодиодными индикаторами, а также звуковой и визуальной сигнализацией и подходят для быстрого контроля проб на высокоскоростных производственных линиях. Они могут определить правильность подключения каждой пары проводов за считанные секунды, что значительно снижает затраты на доработку, вызванную ошибками подключения.
3. Анализатор высокочастотной сети. Для высокоскоростных кабелей передачи данных, таких как Cat6, Cat7 и Cat8, необходимо проверить их характеристики передачи (такие как вносимые потери, обратные потери, перекрестные помехи на ближнем конце и перекрестные помехи на дальнем конце). Сетевые анализаторы таких брендов, как Fluke и World of Test, могут выполнять полнополосное сканирование на частоте выше 250 МГц, чтобы гарантировать соответствие кабеля требованиям к производительности стандарта TIA/EIA-568-B.
4. Оборудование для испытания механических характеристик: сюда входят машины для испытания на растяжение, машины для испытания на долговечность при изгибе и камеры для климатических испытаний на огнестойкость и маслостойкость. Они используются для проверки стойкости к истиранию, термостойкости и огнестойкости материала оболочки, гарантируя, что кабель сохраняет свою механическую целостность в суровых условиях эксплуатации.
5. Интегрированная система тестирования: Компания Zhangjiagang Dachen Machinery Manufacturing Co., Ltd. оснастила свою полностью автоматизированную производственную линию испытательными станциями с управлением от ПЛК, обеспечив замкнутый цикл «испытание-запись-обратная связь». Данные испытаний загружаются в систему MES в режиме реального времени, что позволяет инженерам по качеству выполнять анализ тенденций и раннее предупреждение, формируя полностью отслеживаемую систему от поступления сырья до выхода готовой продукции.
Какова типичная схема линии по производству кабелей локальной сети и как реализуется работа сборочной линии?
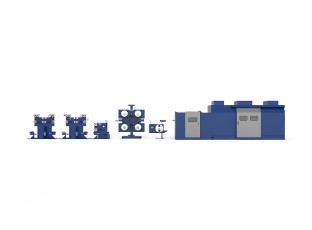
1. Линейная компоновка. Наиболее распространенная компоновка организует каждый процесс по прямой линии в соответствии с последовательностью «волочение проволоки → изоляция → скрутка → оболочка → упаковка», образуя непрерывную производственную цепочку без филиалов. Такая компоновка максимизирует однонаправленный поток материалов, позволяет избежать обратного потока и перекрестных помех, а также улучшает общее использование оборудования.
2. Модульная конструкция рабочей станции. Каждый ключевой процесс разделен на независимую модульную рабочую станцию, которая содержит оборудование, шкафы управления, устройства обнаружения и средства защиты. Модульная конструкция облегчает дальнейшее расширение или модификацию, например, добавление высокоскоростной машины для сортировки по цвету после экструзии оболочки или автоматической счетной машины перед упаковкой. Модули синхронно транспортируются с помощью конвейерных лент или роликов, обеспечивая одинаковое время цикла на всех рабочих станциях.
3. Балансировка линий и синхронизация времени цикла. Путем статистического анализа времени обработки каждой рабочей станции рассчитывается минимальное общее время цикла, и соответствующее количество устройств или буферных блоков конфигурируется на основе этого времени цикла. Исследования показывают, что, приняв метод балансировки линий, время простоя производственной линии можно сократить со 109 секунд до менее 30 секунд, увеличивая общую производительность примерно на 15%. На производственной линии Dachen Machinery каждая секция внутренней и внешней оболочки оснащена двумя машинами, работающими параллельно, чтобы обеспечить требования к времени цикла при высоких скоростях линии.
4. Автоматизированная система логистики и обработки материалов. Вся производственная линия оснащена автоматизированной системой подачи (включая бухты с медной проволокой, изоляционные коробки и контейнеры для мастербатчей) и системой разгрузки (катушки готовой продукции и упаковочные коробки). Система подачи использует систему распознавания изображений ПЛК для автоматического позиционирования рулонов, регулировки натяжения и замены рулонов; Система разгрузки обеспечивает быструю обработку исходящей готовой продукции за счет автоматического подсчета, сортировки и укладки на поддоны. Замкнутое управление логистической системой обеспечивает бесперебойное движение материалов на производственной линии, сводя к минимуму время ручной обработки.
5. Взаимодействие человека и машины и защита безопасности Несмотря на высокую степень автоматизации, ключевые узлы по-прежнему сохраняют доступ к ручному мониторингу и техническому обслуживанию. Каждое рабочее место оснащено кнопкой аварийной остановки, световой завесой и защитными дверями, соответствующими стандартам безопасности ISO 14120. Операторы могут просматривать состояние рабочей станции, данные обнаружения и информацию раннего предупреждения в режиме реального времени с помощью сенсорного экрана, что обеспечивает гибкое производство за счет сотрудничества человека и машины.


















